همیار پروژه صنعت و ساختمان
اولین مرکز برگزاری آزمونهای آنلاین نظام مهندسی ساختمان
مجری برگزاری دورههای تخصصی مدیریت پروژه

According to the general definition of efficiency and efficiency of any other system, here we also call the output of a process to its input as efficiency, but in practice, calculating this index is not simple and it is a bit of a hassle, especially in organizations that produce several different types of products. It’s a little complicated. The way to calculate production efficiency is that we divide the production of a product in a period of time, for example, a month, by the production capacity in the same period; The result is production efficiency. By multiplying the result of the fraction by 100, the percent efficiency is obtained.
For example, suppose that 5000 units of a product such as Nissan crankshaft are produced in a certain month, the company’s production capacity is 6000 units per month.
Production capacity is the input of the system, the concept of which is the ability and outcome of process inputs that include human power, equipment and devices, etc. We call this production capacity the potential capacity of the production line. The production power is obtained with the capacity of the production line using time measurement and capacity measurement methods. In addition, you should use the technical information related to the production line equipment that the manufacturer of the equipment has included in the documents.
2.Machinery efficiency
The following are defined times out of reach of the device.
Failure or failure of equipment: a certain time when planning for production has been done for an equipment and production is not done for any reason that was not planned in advance. This loss is related to the access factor. Failure of tools and machines, unplanned repairs and shutdowns are examples of common reasons for equipment failure.
There is flexibility in determining the limit of equipment failure (out of reach) and short stop (loss of performance), which can be specified according to the policies of each organization to trace the reasons as best as possible.
Start-up and settings: a certain time that is planned for a production equipment and production is not done due to reasons such as production changes or settings of other devices. In other words, every planned stop is included in this category. This loss is related to the access factor.
3.Production per capita
Another good and interesting indicator for monitoring the production process is the per capita production index. This index measures and provides us with the partial productivity of one of the production factors, i.e. human power. By calculating this index, you can find out how successful you have been in the efficient use of human resources for high-volume production.
The way to calculate the index is to divide the amount of production by the working hours of all production personnel. For example, if the production number of a product in a month is 200,000 pistons and the total man-hours of the production personnel in the same month is 4,000 man-hours, the result of the formula is 50.
That is, one operator produces 50 pistons in one hour.
Staff working hours include overtime hours. Time off, lateness and absence should also be deducted. In the same way, the production line downtime and personnel unemployment should be subtracted from the total working hours, that is, the net working hours of each production personnel should be added together. As you can see, the bigger the resulting number, i.e. per capita production, the better. This index specifically shows the performance level of the production personnel during the hours when they are able to produce without any problems.
Improving the motivation of personnel, designing and implementing appropriate and effective systems to encourage personnel can improve this index. A suitable way is to give chords to production operators in exchange for more production. In this way, if the operator with a group of operators produce more than a certain amount in a period of time, they will receive bonuses and chords in proportion to the excess production amount. It is obvious that the produced parts must be healthy and not defective or inconsistent.
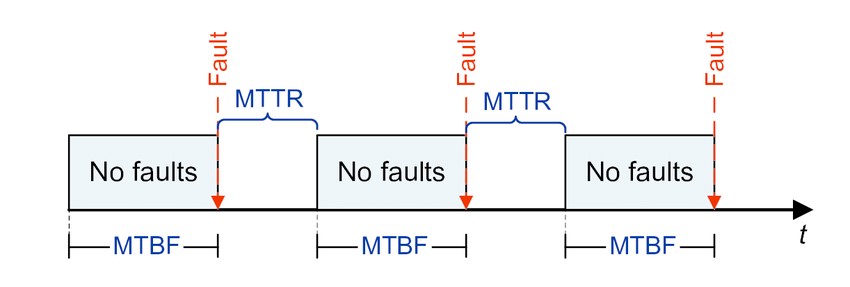
4.Mean time between two failures MTBF
The second indicator that is defined for failures or failures is the mean time between failure. MTBF, which is abbreviated as Mean Time Between Failure, can be the predicted time between the previous failure of a mechanical, electrical, instrumentation and other system and the next failure during normal operation. measure In simpler terms, MTBF helps you predict how long an asset can be operated before an unplanned technical event or breakdown occurs. The name of this important index in the standard has been changed to METBF or Mean Elapsed Time Between Failure, but there has been no change in its calculation method and explanation.
The MTTR index or Mean Time to Repair, which is Persianized as average repair time, refers to the time required to repair the system and restore it to the expected performance and full and standard capabilities.
The MTTR index time starts with the start of the repair operation and continues until the operation time. This time includes repair time, test and test period and return to normal operating conditions, or in other words, it includes the time of notification, diagnosis, preparation and time spent for actual repair as well as other activities required for the equipment, sub-set and also the item to be maintainable and The repair can be re-applied to the working condition before the failure.
This key indicator of maintenance and repairs has been changed to Mean Time To Restoration in the ISO/TR 12489 standard, but overall the two are quite similar.
Specifications of the integrated production, operation and technical service management system module